


Abstract
P1600
Introduction: Compared with conventional dual head gamma camera SPECT systems, SPECT scanners with larger numbers of detector/collimator modules to satisfy simultaneous spatial resolution and sensitivity requirements are becoming commonplace. Fabrication of modules for arrays that are symmetrical about the center of the region of interest (ROI) benefits from economies of scale through replication of the same module design throughout the array. When asymmetries are necessary however, as in our ongoing project which distributes pinhole camera modules on an ellipse centered on a patient’s thorax while focusing each module on an ROI centered on the heart, each module’s geometry is position dependent. Only symmetrical positioning in planes above and below the heart allows for replication of geometry between rows of modules, which individually are unique.
Tungsten is used for constructing pinhole collimator bodies of desired geometry having a density 1.7x that of lead. Its high hardness and melting temperature make fabrication by traditional methods difficult. Conventional machining is possible, however the non-circular pinhole geometry, sharp internal corners of the pyramidal bodies and creation of unique fixturing for each body argue for the use of other approaches.
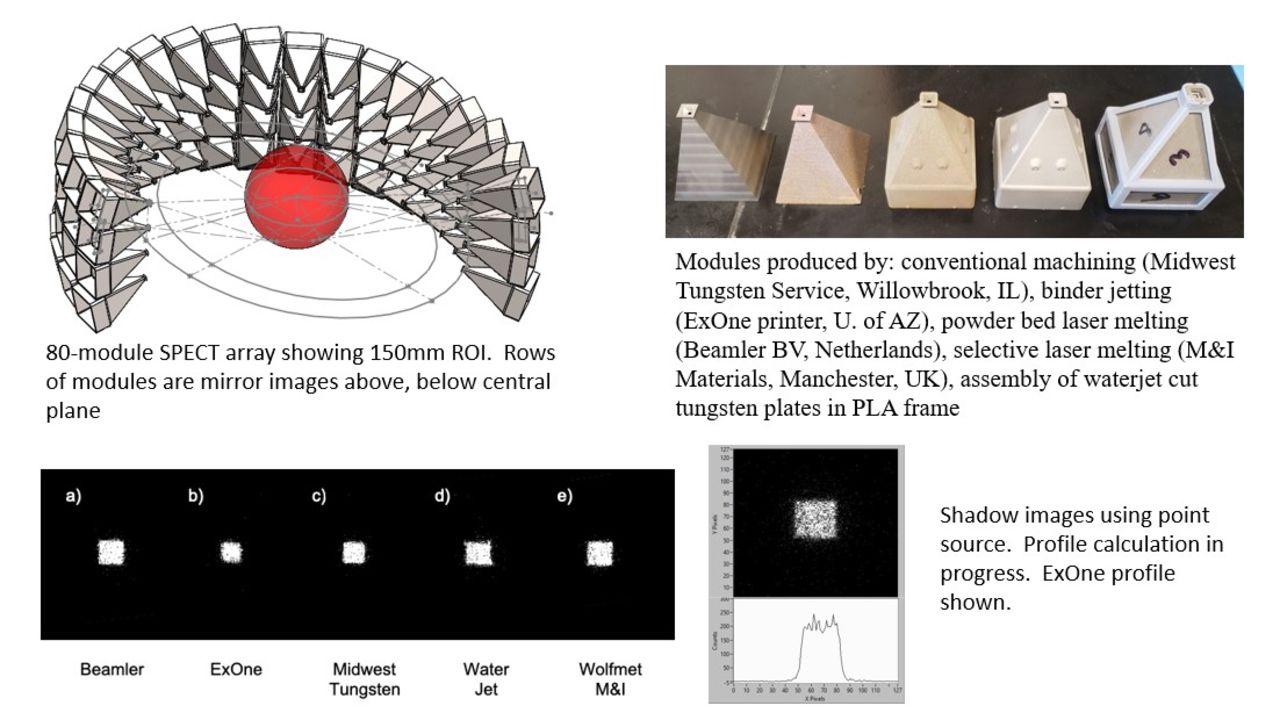
We present an overview and geometric drivers of the 80-camera cardiac SPECT imager under development. Geometries closest to the center of the cardiac ROI were selected for fabrication of test units using conventional machining, three additive manufacturing methods (binder jetting, powder bed laser melting (PBLM), selective laser melting (SLM)), and assembly of water-jet-cut plates of pure tungsten fit into a 3D printed plastic support structure.
Methods: A constraint-driven geometric solution, implemented in parametric computer-aided design, generated the full set of 40 unique modules and mirror imaged counterparts above and below the plane of the heart. STEP-formatted geometry was exported for 3D printing. The same pinhole/collimator geometry defined the cut-plate design using two 0.040" thick layers and a 3D printed shell using PLA. The pinhole assembly was also cut from the same plate, yielding a finite-depth pinhole vs. the sharp-edged pinholes of other versions. The collimators are shown in the supporting figure.
140 keV shadow images of the pinholes were created using a 99mTc point source at 10" from the detector and the collimators resting on the detector surface.
Results: The machined collimator was fabricated using a tungsten/nickel/iron alloy (95/3.5/1.5%), yielding a density of 18.76 g/cm3. The binder-jet printed collimator used pure tungsten powder at 150 μm layer thickness with a lower density metal infiltrant , density = 14.60 g/cm3. PBLM used 100 μm layers of W/Ni/Fe powder (final stoichiometry 95% tungsten, 5% Ni/Fe binder), density = 18.20 g/cm3. SLM used a 100% tungsten powder, at a layer thickness of 30 μm, final density = 17.95 g/cm3, slightly less than the pure solid due to remaining porosity.
Conclusions: The fabrication methods were competitive with each other in terms of density (except binder-jetting). The shadow images were comparable in all cases. Water-jetting was the least expensive method and had potential for shortest lead-times given simpler material sourcing and machine set-up and availability of plastic 3D printing providers. The cut-plate pinhole was not sharp-edged, having image quality implications for upcoming tests. The external shell holding plates together increases the minimum overall array size and has a small negative impact on estimated resolution sensitivity. A collimator with cut-plate walls and printed pinhole is currently under design.

In this issue




{kind=link}
Jump to section
Related Articles
Cited By...
- No citing articles found.